EN
EN RU
RU
No.2-3-101,Beiqing Creative Park,Zhongguancun Life Science Park,Beijing,China




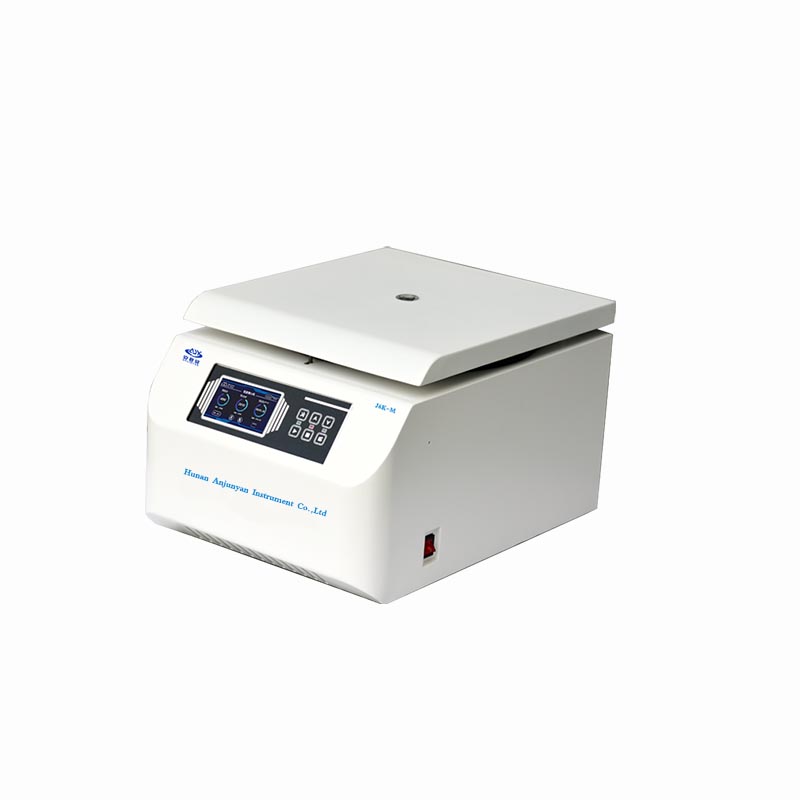
Integrated Central Lab Water System | Built-in Tank & IoT Monitor for University
Streamline your facility's water supply with our Integrated Central Laboratory Water Purification System (Single-System). Unlike traditional, bulky central plants, this innovative All-in-One design features a built-in integrated water tank, offering a massive footprint reduction. It is the perfect centralized solution for Universities, Medical Laboratory Departments, and Research Institutes where space is at a premium.
Company Name :
Hunan Qiqin Environmental Protection Technology Co., Ltd.Brand :
QiQinWorking mode :
automatic operationWater quality testing :
online real-time monitoring and displayAlarm :
system failure and consumables replacement reminder and alarmFlushing and circulation :
automatic flushing and internal circulationData storage :
data can be stored and printed Product categories
Product categories
Hunan Qiqin Environmental Protection Technology Co., Ltd. is located in the historical and cultural city of Changsha, Hunan province of China.
Qiqin is a national high-tech enterprise specialised in research, production, sales, and after-sales service of purified water systems, ultrapure water systems, wastewater treatment systems for laboratories, hospitals and biopharmaceuticals.
As a professional manufacturer of water treatment equipment, the excellent performance of our products is only one of our commitments to customers. We pursue not only technical excellence, but also high standards in service, to provide customers with excellent experience.
Qiqin is not only a practitioner of environmental sustainable development, but also an active promoter of this concept. Based on innovative technologies, we constantly explore the path of development in water treatment industry, achieving a win-win for both environmental protection and the economy.

1. Laboratory Ultrapure Water System
2. Pure Water System for Hospital
3. Water Deionizer
4. Purified Water System for Bio-pharmaceuticals
5. Ultrapure Water System for Semiconductor Industry
6. Water Purification System for Industry
7. Waste Water Treatment System for laboratory and hospital
The produced water meets the highest water quality standards of GB6682-2008, ASTM, CAP, CLS, EP and UsP, as wel as CE regulations by European Union.
Product advantages
Application area
Laboratories of scientifc research institutes and universities, medical laboratory departments, various laboratories of physical and chemical, microbiological, analytical, scientific research, etc.
")
A centralized laboratory water purification system plays a critical role in delivering consistent, high-quality purified water to multiple points of use. This article explains the working principles, system architecture, and key considerations of central water purification systems, helping users better understand how a single-system laboratory water purification solution supports reliable daily laboratory operations.
Our hours


Public Account






 IPv6 network supported
IPv6 network supported



 Technical Articles
Technical Articles